


Khắc Phục Hư Hỏng, Sửa Chữa Cổ Trục Bạc Đạn Nhanh Chóng
Cổ trục bạc đạn là bộ phận chịu tải quan trọng trong nhiều loại máy móc công nghiệp, đặc biệt trong động cơ điện và máy phát. Khi xảy ra hư hỏng, việc sửa chữa cổ trục bạc đạn đúng kỹ thuật không chỉ giúp khôi phục khả năng vận hành ổn định mà còn ngăn ngừa các sự cố nghiêm trọng về sau. Bài viết dưới đây sẽ giúp bạn hiểu rõ quy trình, nguyên nhân hư hỏng thường gặp và giải pháp sửa chữa hiệu quả, đảm bảo độ bền và độ chính xác cho thiết bị.
Cổ trục và bạc đạn trong động cơ điện là gì?
Trong động cơ điện, cổ trục (shaft journal) là phần thân trục rotor có bề mặt trụ nằm tiếp xúc trực tiếp với bạc đạn. Cổ trục phải đảm bảo kích thước chính xác và độ nhẵn cao để lăn vào vòng bạc đạn được nhẹ nhàng. Bạc đạn (vòng bi) là bộ phận gồm hai vòng đồng tâm (vòng trong và vòng ngoài) cùng các viên bi lăn hoặc con lăn ở giữa. Bạc đạn được thiết kế để hỗ trợ chuyển động quay của trục và giảm thiểu ma sát giữa các bộ phận chuyển động. Chức năng chính của bạc đạn là chịu trọng lực và lực ly tâm khi động cơ quay, đồng thời duy trì độ chính xác về vị trí và thăng bằng cho trục. Nhờ có cổ trục và bạc đạn hoạt động song song, trục động cơ có thể quay êm, ổn định và tránh được hiện tượng lệch tâm gây hao mòn nhanh.

Tìm hiểu về cổ trục bạc đạn động cơ điện
Nguyên nhân hỏng hóc cổ trục bạc đạn trong công nghiệp
Trong môi trường công nghiệp khắc nghiệt, cổ trục bạc đạn động cơ dễ hư hỏng do nhiều nguyên nhân phổ biến sau:
- Bôi trơn kém: Thiếu dầu mỡ hoặc dùng dầu mỡ không phù hợp là nguyên nhân hàng đầu khiến bạc đạn hư hỏng. Thống kê cho thấy khoảng 80% sự cố bạc đạn xuất phát từ vấn đề bôi trơn không đúng cách. Nếu dầu mỡ bị đứt gãy hoặc biến chất, ma sát tăng cao, bạc đạn nhanh nóng và mòn nhanh.
- Nhiễm bẩn: Bụi bẩn, cát, mạt kim loại hay hóa chất xâm nhập vào vòng bạc làm bào mòn bề mặt bi và rãnh tiếp xúc. Các hạt cứng này tạo nên vết xước, dẫn đến hiện tượng va đập vi mô (vibration) làm giảm tuổi thọ bạc đạn.
- Lắp đặt sai và lệch tâm: Trục bạc đạn bị lắp sai, sai tâm hoặc lỏng ốc kẹp sẽ gây tải không đều. Tình trạng này khiến bạc đạn chịu ứng suất cao, dễ sinh nhiệt, có thể dẫn đến vỡ bi hoặc chờn vòng bi. Ngược lại, cổ trục cũng có thể bị uốn cong nếu đặt lệch tâm quá lớn hoặc va đập mạnh trong quá trình vận hành.
- Rung động và va đập: Động cơ công nghiệp thường gắn kèm máy công tác (máy bơm, máy nén, truyền động). Rung động do mất cân bằng (do chổi, rotor không đều) hoặc va đập cơ khí khiến các viên bi bị nứt vỡ, vòng bi bị lỏng, thậm chí dập nát.
- Quá tải và quá nhiệt: Vận hành ở công suất lớn hoặc trong môi trường nhiệt độ cao (như nhà máy nhiệt điện, lò hơi, trạm bơm nóng) làm bạc đạn nở, dầu mỡ bị phân hủy. Khi bạc đạn nóng quá mức, lớp tiếp xúc với cổ trục có thể bị “trượt”, gây mài mòn kim loại trực tiếp. Cụ thể, nếu bạc đạn quá nóng do bôi trơn kém, vòng bi bên trong sẽ quay trượt trên cổ trục, và ma sát kim loại sinh ra cùng nhiệt độ cao sẽ mòn cổ trục rất nhanh.
- Độ ẩm và ăn mòn hóa học: Trong một số ngành (xử lý nước, hóa chất, xi măng), bạc đạn và cổ trục có thể chịu ăn mòn do hơi nước, hóa chất. Khi bề mặt bị ăn mòn, bạc đạn mất lớp bảo vệ, dễ hỏng hơn dưới tác động nhiệt và lực.
Nhìn chung, bất kỳ hiện tượng nào làm gia tăng ma sát hoặc gây lệch tâm đều là nguy cơ khiến cổ trục bạc đạn động cơ bị hư hại. Việc phát hiện sớm các dấu hiệu như tiếng kêu lạch cạch, rung mạnh, nhiệt độ cao bất thường hay hiện tượng nứt vỡ ở vòng bi là rất quan trọng để ngăn ngừa hư hỏng nghiêm trọng.
Bạc đạn hư hỏng khiến động cơ hoạt động không ổn định
Quy trình sửa chữa cổ trục và bạc đạn
Quy trình sửa chữa cổ trục bạc đạn động cơ điện thường bao gồm các bước cơ bản sau:
Kiểm tra và đo đạc
Kỹ thuật viên tháo rời động cơ và tháo bạc đạn cũ ra khỏi trục. Sau đó tiến hành vệ sinh sạch sẽ phần cổ trục và toàn bộ khung vỏ. Dùng panme hoặc máy đo chính xác để đo đường kính cổ trục tại vùng gối bạc đạn, so sánh với kích thước chuẩn ban đầu. Đồng thời quan sát bề mặt cổ trục để tìm các dấu hiệu mòn, xước sâu, nứt vỡ hay lệch trục. Dựa trên kích thước đo được, ta đánh giá mức độ hư hỏng:
- Nếu đường kính trục nhỏ hơn dung sai tối thiểu theo tiêu chuẩn nhà sản xuất (cực nhỏ khoảng vài micron), hoặc trên bề mặt có vết rãnh sâu, thì cổ trục cần phục hồi.
- Nếu chỉ có xước nhẹ, độ mòn nhỏ trong giới hạn cho phép, có thể mài đánh bóng lại chỗ mòn.
- Bạc đạn cũ thông thường sẽ được thay thế mới, trừ khi còn tốt và chỉ hư ở bề mặt ngoài.
Hàn đắp và phun phủ kim loại
Nếu cổ trục bị mòn quá giới hạn, công đoạn tiếp theo là phục hồi lại kích thước bằng cách bổ sung kim loại lên bề mặt. Có nhiều phương pháp:
- Mạ điện cứng (Nickel/Chrome plating): Sử dụng mạ điện niken hoặc crom để tạo lớp phủ bền, cứng chống mài mòn cho cổ trục. Phương pháp này đòi hỏi thiết bị chuyên dụng: sau khi cổ trục được làm sạch và phun bi làm nhám, trục được gắn vào máy làm điện cực âm, ngâm trong dung dịch mạ, và một đầu phun điện cực dương sẽ phủ từng lớp mỏng kim loại lên trục. Khi đủ chiều dày, kỹ thuật viên mài rũa cho trục đạt đúng đường kính chuẩn. Mạ niken – crom tạo bề mặt siêu cứng, giảm ma sát và chống ăn mòn rất tốt.
- Hàn đắp kim loại (Weld overlay): Dùng máy hàn MIG/TIG hoặc hồ quang để đắp kim loại cứng (thép hợp kim chịu mòn như inox, thép Cacbua Crom) lên vùng trục bị hư. Sau khi hàn xong, cổ trục được đem gia công lại trên máy tiện hoặc máy phay để mài phẳng, trở về kích thước và hình dáng ban đầu. Ưu điểm của hàn đắp là dễ thực hiện, cho liên kết kim loại chắc chắn, phù hợp xử lý khuyết tật lớn (xước sâu, cổ trục gãy lớp bề mặt).
- Phun phủ kim loại (Thermal spray): Sử dụng máy phun kim loại dạng bột (arc spray, plasma spray) để bắn lên bề mặt cổ trục một lớp kim loại cứng (thường là hợp kim niken – crom hoặc cobalt). Sau khi phun tạo lớp mỏng, trục cũng được gia công đạt dung sai. Phun phủ cho phép sửa chữa nhanh chóng ngay tại hiện trường, không cần xưởng mạ điện, và phù hợp với trục kích thước lớn.
- Ống lót (Sleeve): Trong trường hợp mòn nhẹ, có thể dùng kỹ thuật lắp đặt ống lót kim loại (có sẵn kích thước) vào cổ trục sau khi gia công mỏng. Cách này nhanh gọn, tiết kiệm nhưng ít dùng cho tải trọng lớn lâu dài.
Sau khi hoàn thiện bước đắp/phun, cổ trục sẽ đạt gần đến kích thước mong muốn và sẵn sàng cho bước tiếp theo.
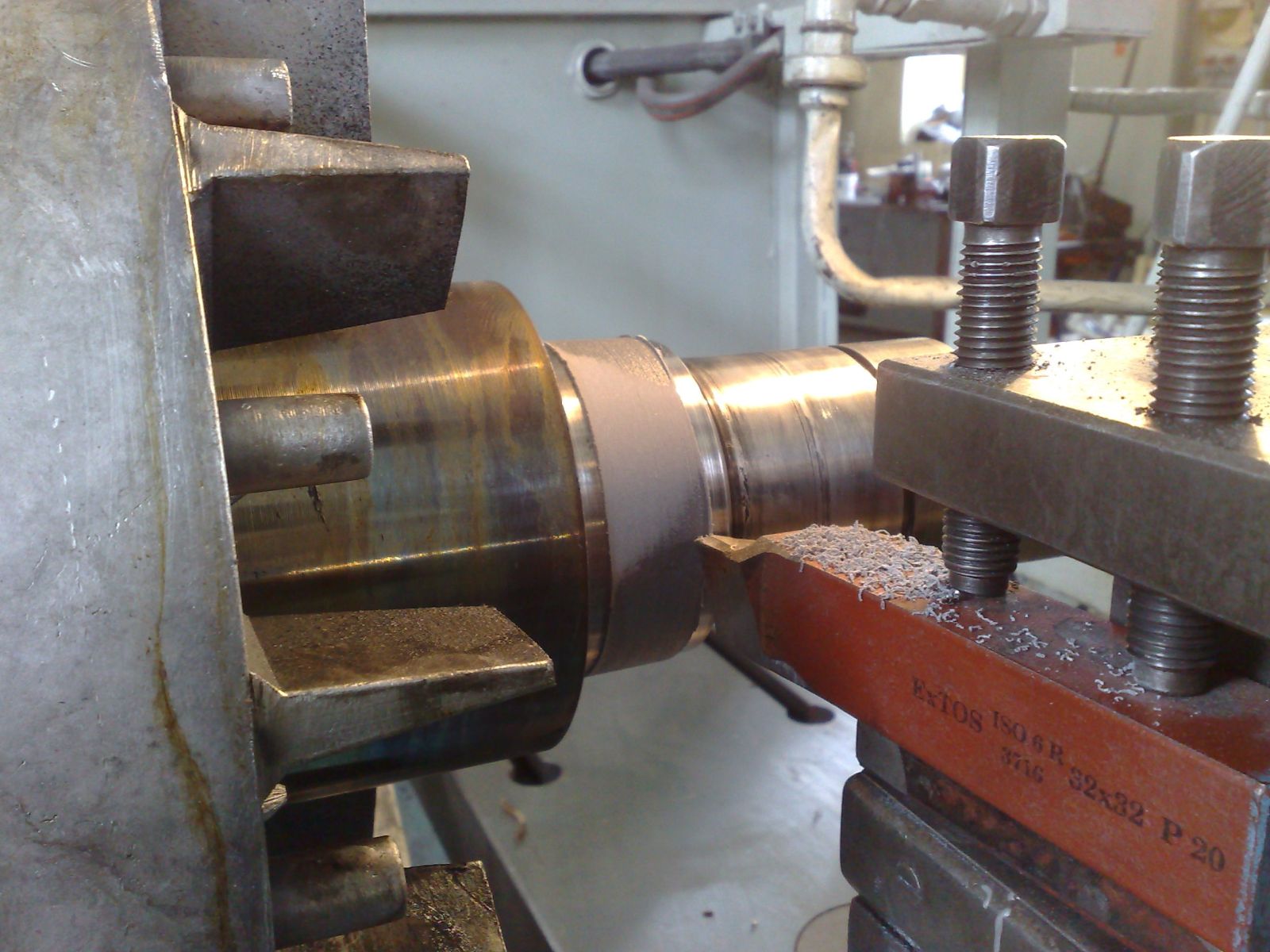
Gia công cơ khí và lắp đặt
Sau khi hàn đắp hoặc phun phủ xong, cổ trục được lắp lên máy tiện CNC để gia công phay chính xác. Kỹ thuật viên gia công làm trục đạt đường kính và dung sai theo tiêu chuẩn (ISO/NEMA), đảm bảo bề mặt thô ≤ độ nhẵn yêu cầu. Phần bị va quẹt, xước sẽ được mài nhẵn hoàn toàn. Kết quả là cổ trục được phục hồi gần như mới, đạt độ đồng trục và độ thẳng cao.
Cuối cùng, tiến hành lắp lại vòng bạc đạn (mới hoặc đã kiểm tra tốt). Bôi dầu mỡ bôi trơn đúng chủng loại vào bạc đạn, sau đó lắp chặt vòng bi vào cổ trục với lực vừa phải (dùng cả phương pháp nhiệt gió ấm hoặc ép nguội tùy thiết kế). Ráp nắp đuôi và lắp đặt động cơ về vị trí, tiến hành chạy thử kiểm tra. Đo độ rung, tiếng ồn và nhiệt độ ổ bi sau vài giờ vận hành để đảm bảo mọi thứ đã hoạt động ổn định.
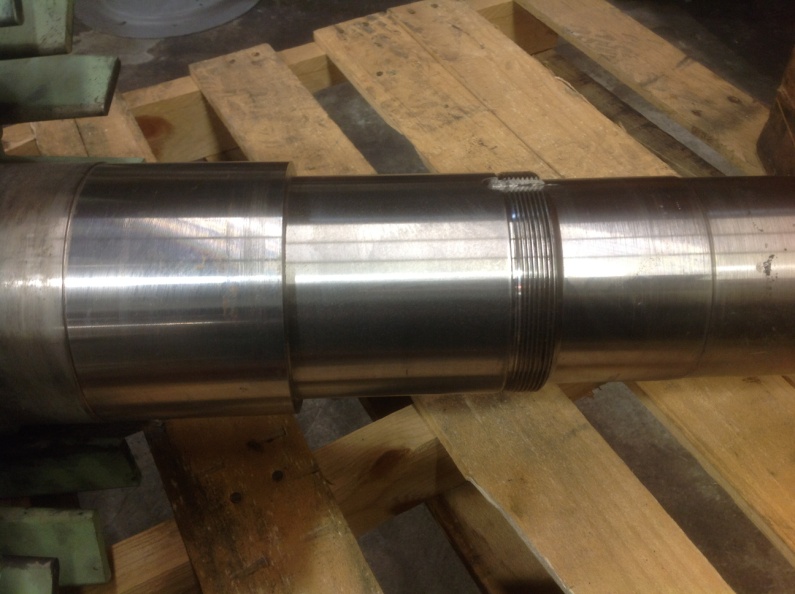
Tóm lại, quy trình sửa chữa đi từ kiểm tra, đo đạc để đánh giá hư hỏng, đến xử lý bù kim loại (hàn/phun/mạ), rồi gia công hoàn thiện và lắp đặt trở lại. Cách làm này giúp phục hồi cổ trục và bạc đạn về gần tình trạng ban đầu, đảm bảo động cơ vận hành êm ái sau sửa chữa.
Các phương pháp khôi phục phổ biến và ưu điểm
Đến nay, có một số giải pháp khôi phục cổ trục được áp dụng rộng rãi, mỗi phương pháp có ưu điểm riêng:
- Mạ niken – crom cứng (Nickel/Chrome plating): Tạo lớp phủ kim loại cứng, chống mài mòn và ăn mòn rất tốt. Ưu điểm là bề mặt mạ đạt độ nhẵn cao, vòng bi lăn êm, tuổi thọ kéo dài. Tuy nhiên cần thiết bị và hóa chất chuyên dụng, chi phí cao, và áp dụng tốt cho khối lượng sửa chữa lớn (xưởng chuyên mạ).
- Hàn đắp + gia công lại (Weld overlay): Áp dụng hàn sử dụng kim loại bền (như thép hợp kim, inox, Cacbua) để bù đắp vật liệu cho cổ trục cũ rồi gia công tiện phay. Phương án này linh hoạt, thực hiện được tại các xưởng cơ khí có máy hàn và tiện. Ưu điểm là dễ tổ chức, phù hợp với nhiều kích thước trục và mức hư hại khác nhau. Kết cấu liên kết kim loại chắc chắn, tuy nhiên cần tay nghề cao để kiểm soát méo nhiệt và phải mài gia công cẩn thận để đạt dung sai.
- Phun phủ kim loại (Thermal spray): Sử dụng thiết bị phun tia lửa để phủ kim loại cứng lên bề mặt trục. Phương pháp này có ưu thế là tiến độ nhanh, chi phí tương đối thấp và có thể thực hiện ngay tại hiện trường (không cần ngâm dung dịch hay máy hàn lớn). Khả năng bám dính tốt, phù hợp cho sửa nhanh các trục lớn. Nhược điểm là bề mặt phủ có độ bám cơ học, thường cần gia công mài hoàn thiện; lớp phủ dày lớn hơn mạ điện.
- Lắp ống lót (Sleeving): Giải pháp cơ khí đơn giản cho trường hợp mòn nhẹ. Sau khi mài nhỏ cổ trục, đặt một ống kim loại vừa khít vào. Ưu điểm là thao tác nhanh, dừng máy ít thời gian. Tuy nhiên ống lót chỉ dùng cho ứng dụng tải không quá lớn, và không giúp cải thiện bề mặt trục quá nhiều.
- Thay cổ trục mới: Nếu cổ trục hư hại quá nghiêm trọng, đôi khi tốt nhất là thay mới toàn bộ trục (hoặc rotor). Tuy chi phí thay khá cao, nhưng đảm bảo độ chính xác cao nhất.
Nhìn chung, lựa chọn phương án phụ thuộc vào mức độ hư hỏng, yêu cầu kỹ thuật và chi phí. Mạ điện niken – crom và phun phủ kim loại rất phù hợp để tăng cứng bề mặt, trong khi hàn đắp gia công lại là giải pháp đa năng, có thể sửa được các trục kích thước lớn hoặc hư hỏng sâu. Mỗi phương án đều giúp khôi phục kích thước và độ bền cho cổ trục, đồng thời tiết kiệm so với việc thay động cơ mới.
Có nhiều phương pháp khắc phục hư hỏng cổ trục bạc đạn
Bảo trì định kỳ – Kéo dài tuổi thọ cổ trục và bạc đạn
Để tránh phải sửa chữa nhiều lần, bảo dưỡng định kỳ là yếu tố then chốt. Một chương trình bảo trì tốt thường bao gồm:
- Kiểm tra và vệ sinh định kỳ: Định kỳ tháo vỏ động cơ, kiểm tra bạc đạn và cổ trục để phát hiện dấu hiệu mòn, nứt hay lệch trục. Vệ sinh bụi bẩn quanh ổ bạc, đảm bảo môi trường làm việc sạch sẽ. Quan trọng nhất là kiểm tra mức độ mòn và độ kết dính của bạc đạn trong quá trình vận hành.
- Bôi trơn đúng cách: Sử dụng dầu mỡ chất lượng theo khuyến cáo của nhà sản xuất và thay mỡ định kỳ. Việc bôi trơn đều đặn giúp giảm ma sát và ngăn ngừa hư hỏng, có thể hạn chế đến 80% nguyên nhân hỏng bạc đạn do ma sát kém. Lưu ý chỉ bôi một lượng vừa đủ; bôi quá nhiều cũng có thể làm bạc đạn nảy nhiệt.
- Căn chỉnh trục và đồng bộ máy: Kiểm tra độ đồng tâm của trục động cơ và phụ tải (máy bơm, hộp số, pully) để giảm lệch tâm. Độ lệch tâm hoặc căn chỉnh sai khiến tải trọng dồn lệch vào bạc đạn, làm hư nhanh. Bảo dưỡng cần kiểm tra lại ốc xiết cổ góp, chân đế động cơ để tránh dao động.
- Theo dõi nhiệt độ và tiếng ồn: Sử dụng cảm biến nhiệt độ bạc đạn hoặc máy đo rung để giám sát. Bất kỳ sự tăng nhiệt độ bất thường hay tiếng kêu lạ phát ra từ ổ bạc là dấu hiệu cần kiểm tra ngay. Điều này giúp xử lý kịp thời trước khi sự cố lan rộng.
Qua các biện pháp trên, có thể kéo dài tuổi thọ cổ trục và bạc đạn, giảm thiểu chi phí sửa chữa lớn. Nhờ bôi trơn đúng cách, kiểm tra thường xuyên và căn chỉnh hợp lý, hệ thống động cơ sẽ vận hành ổn định, tránh được nhiều nguyên nhân gây hỏng đã đề cập.

Kỹ Thuật Năng Lượng cung cấp dịch vụ sửa chữa cổ trục bạc đạn
Dịch vụ sửa chữa cổ trục bạc đạn của Công ty TNHH Kỹ Thuật Năng Lượng
Công ty TNHH Kỹ Thuật Năng Lượng là đơn vị chuyên cung cấp dịch vụ sửa chữa và bảo dưỡng cổ trục bạc đạn động cơ điện trên toàn quốc. Với đội ngũ kỹ sư kỹ thuật kinh nghiệm và trang thiết bị hiện đại, chúng tôi đã thực hiện thành công nhiều dự án sửa chữa cho các động cơ công nghiệp lớn nhỏ tại nhiều nhà máy sản xuất, trạm bơm, các ngành thép, xi măng, nhiệt điện, xử lý nước… Kỹ Thuật Năng Lượng cam kết:
- Xử lý mọi hư hỏng cổ trục và bạc đạn, từ mòn nhẹ đến hư nặng.
- Áp dụng các phương pháp phục hồi tiên tiến (hàn đắp, mạ điện, phun phủ, lắp ống lót) phù hợp với yêu cầu.
- Bảo đảm động cơ được phục hồi đúng kích thước chuẩn, hoạt động ổn định sau sửa chữa.
- Hỗ trợ tư vấn kỹ thuật miễn phí và khảo sát tận nơi để đưa ra giải pháp tối ưu nhất cho khách hàng.
Công ty phục vụ trên phạm vi toàn quốc, sẵn sàng hỗ trợ nhanh chóng cho các nhà xưởng và khu công nghiệp. Dù là động cơ nhỏ của máy trạm bơm hay rôto động cơ vài trăm kW của lò cao xi măng, Kỹ Thuật Năng Lượng đều có kinh nghiệm xử lý hiệu quả.
Xem thêm: https://enertechvn.com/detail/dong-dien-anh-huong-toi-bac-dan-o-dong-co-dien-ra-sao-259.html
Liên hệ tư vấn
Quý khách hàng có nhu cầu sửa chữa cổ trục bạc đạn động cơ vui lòng liên hệ ngay hotline 0902 477 357 để được tư vấn miễn phí và khảo sát tận nơi nếu cần. Đội ngũ chuyên gia của Kỹ Thuật Năng Lượng luôn sẵn sàng hỗ trợ giải pháp phục hồi tốt nhất, giúp máy móc của quý khách hoạt động ổn định và bền bỉ hơn.
Thông tin liên hệ:
Địa chỉ: Tòa nhà EverRich I, 968 đường 3/2, phường 15, quận 11, TPHCM
Hotline: 0902 477 357
Website: https://enertechvn.com/
Email: contact@enertechvn.com
Facebook: https://www.facebook.com/enertechvn
Bài chung chuyên mục
- Hướng Dẫn Chi Tiết Cách Bảo Quản Động Cơ Điện Công Nghiệp Lưu Kho Dài Hạn (25/06/2026)
- Hướng Dẫn Chi Tiết Cách Phân Loại Và Lựa Chọn Động Cơ Điện Cho Môi Trường Cháy Nổ (19/06/2026)
- Bí Quyết Ngăn Chặn Hiện Tượng Tạo Rãnh Ở Vòng Bi Động Cơ Trước Khi Nó Bắt Đầu (16/06/2026)
- THƯ CẢM ƠN QUÝ KHÁCH HÀNG THAM QUAN GIAN HÀNG KỸ THUẬT NĂNG LƯỢNG TẠI VIETAGROS 2026 (12/06/2026)
- NGUYÊN NHÂN ĐỘNG CƠ ĐIỆN CHẠY YẾU VÀ CÁCH KHẮC PHỤC (05/06/2026)


